


The chemical processing industry operates under some of the most demanding conditions imaginable. From petrochemical refineries to pharmaceutical manufacturing facilities, equipment faces constant exposure to aggressive chemicals, extreme temperatures, and harsh environments. In this challenging landscape, anti-corrosive coatings serve as the first line of defense against corrosion – a silent but costly enemy that threatens operational efficiency, safety, and profitability.
Understanding why anti-corrosive coatings are essential helps plant managers, maintenance engineers, and facility operators maximize asset longevity while minimizing downtime and maintenance costs.
The Corrosion Challenge in Chemical Processing
Corrosion represents one of the most significant challenges facing the chemical processing industry, costing the global economy trillions of dollars annually, with chemical and petrochemical sectors bearing a substantial portion of this burden.
Types of Corrosion in Chemical Facilities
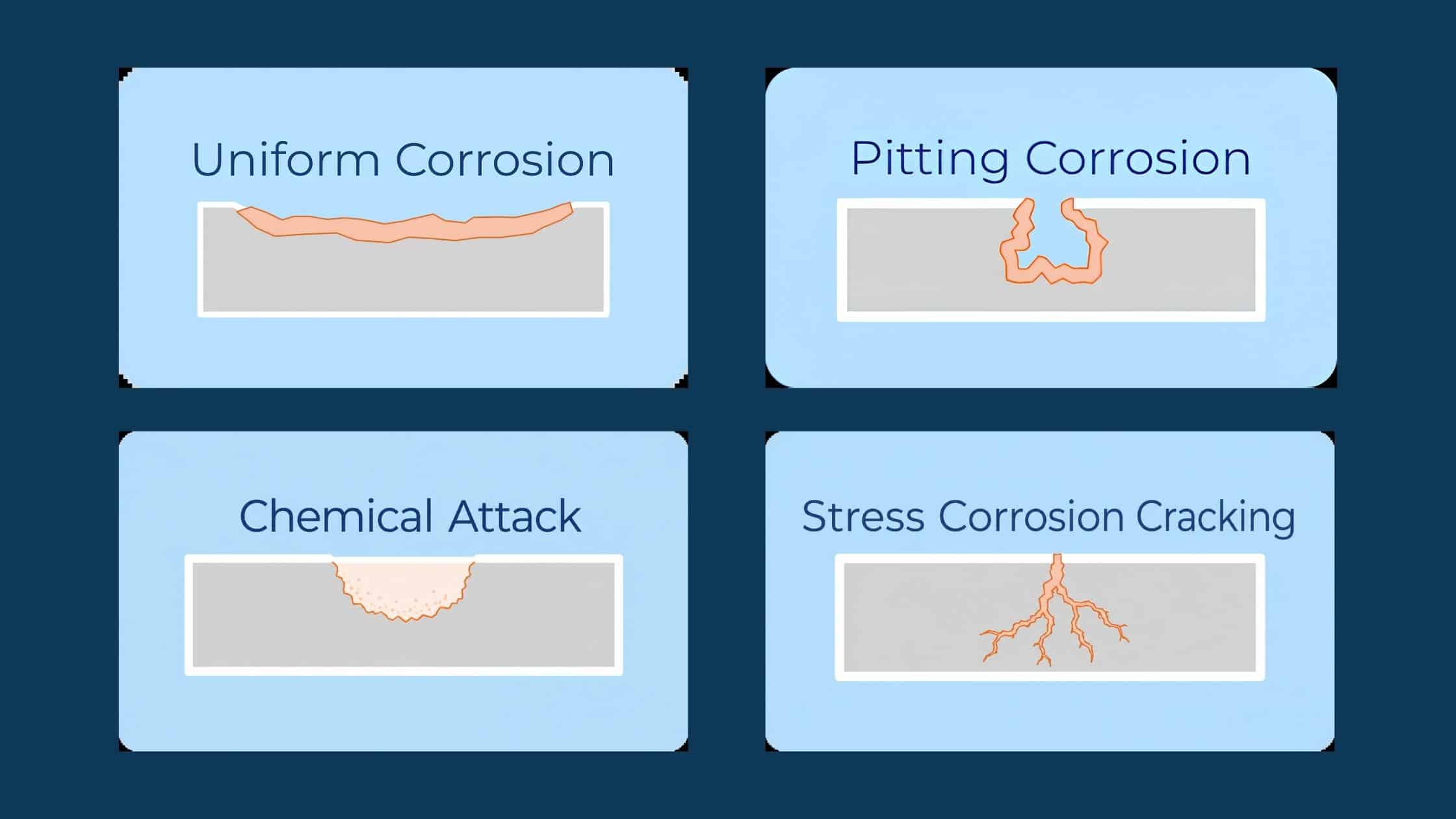
Chemical processing environments expose equipment to multiple forms of corrosion:
- Uniform Corrosion: The most common type, where metal surfaces deteriorate evenly due to continuous chemical exposure
- Pitting Corrosion: Localized corrosion creating small holes in metal surfaces, often more dangerous because it can lead to sudden equipment failure
- Stress Corrosion Cracking: Results from combined tensile stress and corrosive environments, potentially causing catastrophic failure
- Chemical Attack: Direct degradation by acids, alkalis, solvents, and other aggressive chemicals commonly used in processing operations
Arudra Engineers recognizes that each type of corrosion requires specific protective strategies, making the selection of appropriate industrial protective coating systems critical for long-term asset protection. With advanced epoxy coating solutions like Duromar, facilities can address even the most challenging corrosive environments effectively.
The Financial Impact of Corrosion
The economic consequences of inadequate corrosion protection are staggering and multifaceted.
Direct and Indirect Costs
Direct costs include equipment replacement, frequent maintenance and repairs, coating reapplication, and material waste from corrosion-induced leaks. Indirect costs encompass production downtime, lost revenue, safety incidents, environmental liability, and reputation damage.
Safety incidents and reliability issues can harm corporate reputation and customer relationships. By investing in high-quality corrosion protection coatings from the outset, chemical processing facilities can avoid these cascading costs and achieve significantly better return on investment over the equipment lifecycle.
How Anti-Corrosive Epoxy Coatings Provide Protection
Anti-corrosive epoxy coatings function through multiple protective mechanisms, creating robust barriers between substrate materials and corrosive environments.
Barrier Protection
The primary function of protective industrial epoxy coatings is creating an impermeable barrier that prevents corrosive substances from contacting the underlying metal substrate.
High-performance epoxy coatings feature:
- Dense protective layer formed through tightly linked polymer matrices
- Low permeability that prevents aggressive substances from reaching the substrate
- Excellent adhesion ensuring the coating remains intact under thermal cycling and mechanical stress
Chemical Resistance
Epoxy-based chemical resistant coatings are specifically engineered to withstand exposure to acids, bases, solvents, and other aggressive chemicals without degradation. These specialized formulations maintain protective properties in:
- Concentrated acid environments (sulfuric, hydrochloric, nitric acids)
- Strong alkaline solutions
- Organic solvents
- Oxidizing agents and bleaching chemicals
- High-temperature process streams
Additional Protection Mechanisms
Some coatings provide sacrificial protection, where the coating material corrodes preferentially to the steel substrate. Others release corrosion inhibitors that passivate the metal surface, creating a chemically stable oxide layer.
Arudra Engineers emphasizes that the most effective industrial protective coating systems often employ multiple protection mechanisms simultaneously, providing redundant defense against corrosion.
Critical Applications in Chemical Processing
Anti-corrosive epoxy coatings play vital roles across numerous applications within chemical processing facilities.
1. Storage Tanks and Vessels
Chemical storage tanks face both internal and external corrosion threats. Duromar epoxy industrial coatings protect internal surfaces from stored chemicals, external surfaces from atmospheric corrosion, and tank floors from moisture accumulation. These advanced epoxy coating systems are specifically formulated to withstand prolonged immersion in aggressive chemicals while maintaining structural integrity.
2. Process Equipment and Piping
Reactors, columns, heat exchangers, and piping networks transport corrosive chemicals throughout facilities, making integrity critical for safety and operations. Specialized epoxy coatings provide:
- High-temperature protection for equipment operating at elevated temperatures
- Immersion-grade protection for surfaces in continuous contact with process chemicals
- Internal linings protecting pipe interiors from chemical attack and erosion
- External coatings guarding against atmospheric corrosion
3. Structural Steel and Floors
Chemical plants contain extensive structural steel, walkways, and platforms requiring protection from chemical fumes, splash, spillage, and high humidity. Chemical-resistant floor coatings protect concrete surfaces from spills, thermal shock, mechanical wear, and moisture intrusion.

Key Properties of Effective Anti-Corrosive Coatings
Chemical processing applications demand coatings with specific performance characteristics.
Essential Performance Attributes
Effective coatings must resist degradation from specific chemicals, maintain superior adhesion under thermal stress, withstand the full operating temperature range, and provide excellent abrasion and impact resistance. External applications require UV resistance, while all applications demand low permeability and flexibility to accommodate substrate expansion.
Coating System Design
Arudra Engineers recognizes that optimal corrosion protection typically requires multi-coat systems:
- Primer Coat: Provides adhesion and may offer sacrificial or inhibitive protection
- Intermediate Coat: Builds film thickness and provides additional barrier protection
- Topcoat: Delivers chemical resistance, UV protection, and aesthetic finish
This layered approach ensures that if one coating layer is compromised, additional layers continue protecting the substrate.
Surface Preparation: The Foundation of Performance
Surface preparation is the single most critical factor determining coating performance and longevity. Even the highest-quality anti-corrosive coatings will fail prematurely without proper preparation.

Preparation Methods and Standards
Follow established standards such as SSPC/NACE for abrasive blasting and surface cleanliness. Abrasive blasting is the preferred method for achieving optimal surface profile, removing all mill scale, rust, and contaminants. Verify preparation quality through visual inspection, surface cleanliness testing, and profile depth measurement.
Arudra Engineers emphasizes that investing in proper surface preparation delivers exponential returns through extended epoxy coating life and reduced maintenance costs.
Application Best Practices
Proper application techniques are essential for achieving the protective performance designed into high-performance industrial coatings.
Environmental Controls and Methods
Maintain substrate and ambient temperatures within manufacturer specifications, control humidity, ensure adequate ventilation, and protect prepared surfaces from contamination. Common application methods include spray application for large areas, brush and roller for touch-up, and plural component spray for fast-curing systems.
Film Thickness Control
Measure wet film thickness during application to ensure specified dry film thickness. Apply multiple coats to build total system thickness while avoiding excessive thickness that can cause defects. Pay special attention to edges, corners, and welds where epoxy coating tends to thin.
Maintenance and Inspection Programs
Even the best anti-corrosive coatings require ongoing monitoring and maintenance to maximize service life.
Inspection and Maintenance
Implement systematic inspection programs including regular visual walkdowns, periodic detailed examinations, and instrumented inspections. Address coating damage promptly through proper surface preparation, spot repairs, overcoating, or complete recoating as needed. Maintain comprehensive records of original specifications, inspection findings, maintenance activities, and coating performance trends.
Environmental and Safety Considerations
Modern anti-corrosive epoxy coating systems must balance performance with environmental responsibility and worker safety.
Compliance and Safety
Select coatings meeting environmental regulations, including low-VOC formulations, water-based alternatives, and high-solids coatings minimizing solvent emissions. Protect coating applicators through comprehensive safety training, appropriate PPE, proper ventilation, and respiratory protection.
Implement sustainable practices by selecting durable coatings that reduce recoating frequency and waste, proper waste management, and appropriate end-of-life disposal.
Conclusion: Protecting Critical Assets
In chemical processing industries, anti-corrosive coatings represent strategic investments in operational reliability, safety, and profitability. These protective systems stand between valuable assets and the relentless forces of corrosion that threaten equipment integrity, operational continuity, and worker safety.
Equipment failures risk catastrophic incidents, environmental damage, regulatory penalties, and threats to human safety. Conversely, implementing comprehensive corrosion protection programs delivers compounding returns through extended asset life, improved reliability, reduced maintenance costs, and enhanced safety performance.
Success requires selecting appropriate high-performance epoxy coatings for specific service conditions, ensuring proper surface preparation, following best-practice application procedures, and maintaining systematic inspection and maintenance programs. When executed properly, Duromar epoxy coating systems deliver decades of reliable service, protecting critical infrastructure while supporting safe, efficient, and profitable operations.
Looking for Long-Term Corrosion Protection Solutions? Contact Our Experts Today


