

Industry: Power – Thermal Power Plant
Application Area: Sea Water Intake Pipeline Internals
Product: Duromar® SAR, HPL-2510(RED), HPL-2510(GREY)
Location: India
Project Duration: 10 Days
Project Overview
An Indian Coastal Power Plant operating a Circulating Water Cooling (CWC) pipeline system encountered coating degradation after nearly a decade of continuous operation. The line, originally lined with a vinyl ester coating, began showing signs of blistering, localized wear, and partial delamination due to long-term exposure to cooling water and cyclic environmental conditions.
Arudra Engineers Pvt. Ltd. was commissioned to rehabilitate the internal coating system within a tight shutdown schedule, ensuring long-term corrosion protection and compatibility with the existing vinyl ester substrate.

Problem
After 3 years in service, inspection revealed the following issues:
- Blistering and localized disbondment of the vinyl ester lining, particularly in high-turbulence zones.
- Erosion and underfilm corrosion in isolated areas, compromising substrate protection.
- Restricted accessibility within pipeline sections that prevented complete mechanical removal of the old coating.
- The client required a rapid turnaround to minimize downtime, with the entire restoration to be completed during a planned maintenance window.
The main challenge lay in achieving a durable repair system that would provide long-term corrosion protection while bonding reliably to both bare metal and retained vinyl ester areas.

Solution
Arudra Engineers implemented a comprehensive rehabilitation plan using Duromar® HPL 2510, a high-performance, solvent-free epoxy system engineered for aggressive cooling water and marine environments. Its excellent adhesion to both metallic and composite substrates made it the ideal choice for overcoating areas where complete removal of vinyl ester was not feasible.
Surface Preparation
- Abrasive blasting as per SA 2.5 (SSPC SP 10) was carried out using copper slag to remove deteriorated vinyl ester and surface contamination.
- Where vinyl ester remained uneven, controlled sweep blasting was performed to roughen the surface and promote intercoat adhesion.
- A vacuum truck system was deployed to maintain a clean, dust-free environment, ensuring optimal surface conditions before coating.

Coating Application
1. Surface Repair and Rebuild:
Damaged and eroded areas were first repaired and rebuilt using Duromar® SAR, a solvent- free ceramic rich structural repair compound designed for high mechanical strength and chemical resistance.
2. Base/First Coat:
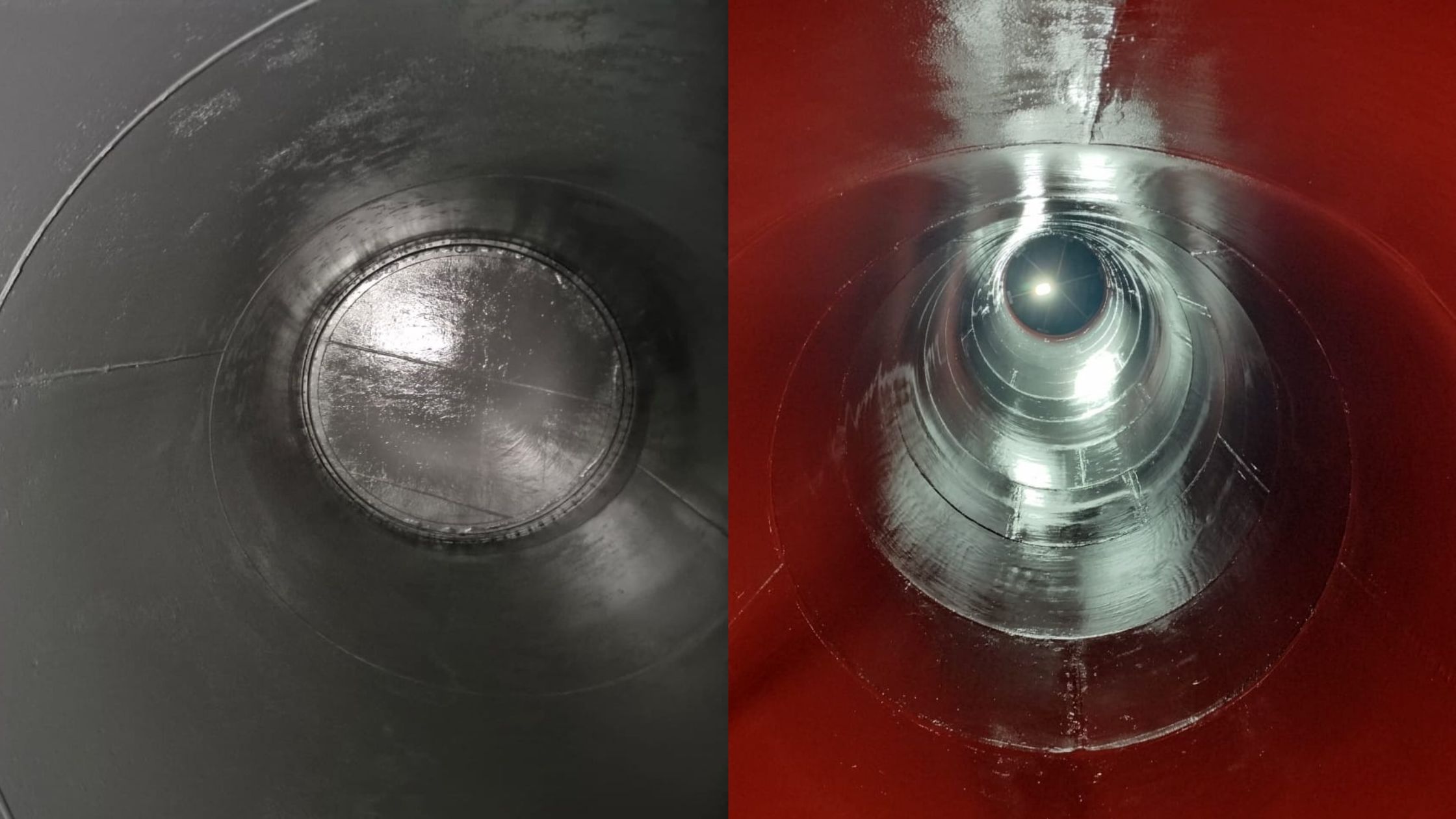
A first coat of Duromar® HPL 2510 Red was applied over the blasted surface by airless spray to achieve a uniform film. The coating was allowed to cure for 10 hours before subsequent application.
3. Top/Final Coat:
- A second coat of Duromar® HPL 2510 Grey was applied on top of the cured red layer to achieve a total combined film build in the range of 1,000 to 1,100 microns.
- The two-color system also enabled clear visual verification of coverage.
4. Curing:
The final coat was allowed to cure for 72 hours under controlled environmental conditions to ensure complete polymerization and mechanical strength development.

Inspection & Quality Assurance
A detailed inspection and testing protocol ensured that every stage met the required quality standards:
- Surface Cleanliness Verification to confirm substrate readiness before coating.
- Wet Film and Dry Film Thickness Checks throughout application to maintain consistency.
- Holiday Testing to detect and eliminate pinholes or discontinuities.
- Adhesion Testing to confirm strong bonding between Duromar® HPL 2510 on both the bare metal surface and the retained uneven layers of vinyl ester.
- Curing Verification before commissioning to ensure complete polymerization of the coating film.
- All inspections were supervised by third-party quality agencies, with comprehensive documentation and client approval upon completion.

Outcome
The rehabilitation of the CWC line was completed successfully, achieving complete restoration of corrosion protection and long-term durability within the client’s shutdown window
Key Highlights:
- 2,500 m² rehabilitated using Duromar® HPL 2510 in 10 days (3-shift operation)
- Zero safety incidents and full compliance with QA/QC standards
- Excellent intercoat adhesion between Duromar® HPL 2510 and retained vinyl ester
- Successful DFT, holiday, and adhesion testing validated by third-party inspection
- Extended service life and improved resistance to blistering and erosion
This project underscores Arudra Engineers Pvt. Ltd.’s capability to execute complex coating rehabilitation projects within demanding timelines, leveraging Duromar® high-performance systems and stringent quality controls to ensure durable, long-term protection for critical cooling water infrastructure.


