Dye Penetrant Testing | Positive Material Identification (PMI) | In-situ Metallography and Replica Testing |
Magnetic Particle Inspection(MPI) | Visual Inspection Services | Ultrasonic Testing | HYDROGEN EMBRITTLEMENT |

DPT This technique is to be adopted primarily for detection of cracks or crack like discontinuities that are open to the surface of the component. This area to be examined is and then the Penetrant is applied over the surface. After removing the excess Penetrant, the developer is applied which by blotting action helps to draw the Penetrant from defect and spread it over the surface. Typical application areas are welding joints, suspected crack areas etc.
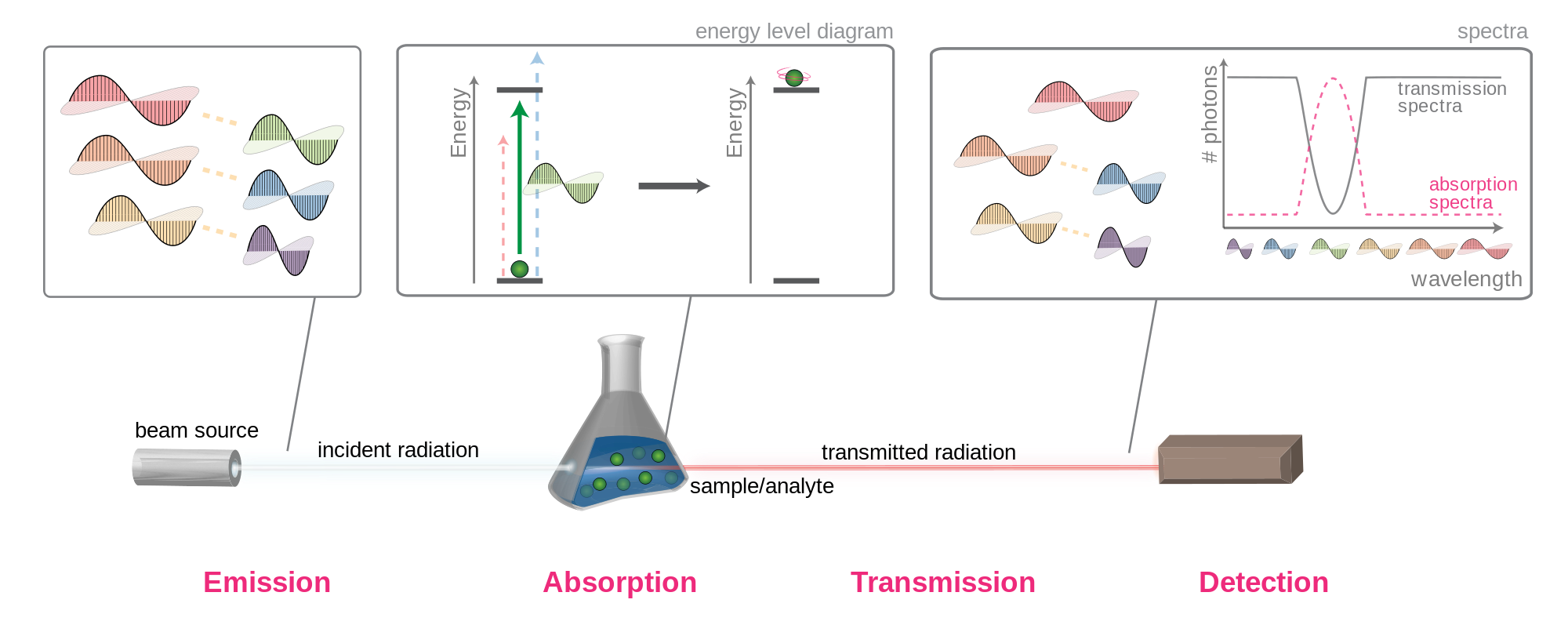
Positive material identification (PMI)is a critical aspect in the quality control process for many organizations and throughout many industries. Defined as the analysis of a metallic alloy to establish composition by reading the quantities of its constituent elements by percentage, the common methods of PMI include x-ray fluorescence (XRF) and optical emission spectrometry (OES). Required in settings such as petrochemical, power generation, steel/iron foundries, fabricators, and PMI inspection companies, choosing the right approach depends on a few aspects of an organizations metal identification needs.
X-ray Fluorescence (XRF)
After exposing a sample to x-rays, the atoms of the sample absorb energy and become temporarily excited which results in emission of secondary x-rays. Each element emits x-rays at a unique energy and by measuring the intensity of those x-rays, an XRF analyzer can provide a qualitative and quantitative analysis. (Read a complete overview of XRF technology)

1) Study of damages like creep ,fatigue, stress relaxation crack Remaining Life Assessment, hydrogen crack through microstructure
2) Health assessment of high temperature and pressure components
3) Failure investigations
4) Useful for repairing decision on used components
5) Ensure the correct Metallurgical status of components
Magnetic Particle Inspection using wet fluorescent method shall be employed shall be conducted using continuous method i.e. the magnetizing field shall be remain on while fluorescent particles are sprayed. These areas shall be examined under ultra violet of adequate intensity. Magnetization shall be done at least in two perpendicular directions to ensure detection of discontinuities in all possible orientations. In case of detection of any crack, the depth shall be measured with the help of crack depth meter or ultrasonic measurements. All relevant indications shall be recorded by identifying their location, nature and size on a sketch and/or colour photograph taken
Magnetic particle Inspection (MPI) is a non-destructive testing (NDT) process for detecting surface and slightly subsurface discontinuities in ferromagnetic materials such as iron, nickel, cobalt, and some of their alloys. The process puts a magnetic field into the part.

We provide Visual inspection services which shall be carried out very minutely to ascertain damages such as breakage, cracks, corrosion, pitting, wear etc., and this is applicable to all in-service pressure vesssels, as defined in ASME Section VIII div 1 and 2 and BS 5500
Ultrasonic inspection) shall be employed for detection of sub-surface crack, loose bonding, and stress cracking or any kind of discontinuity to ensure internal soundness of the components for further use. The examination shall be carried out on the components for further use. The examination shall be carried out on the components namely, longitudinal and circumferential seams of the boiler drum, girdling loops of all high temperature tube panels, butt weld joints, attachment welds and stub joints of the steam & water headers & pipes etc. Once the defect has been detected, the length, breadth and depth of such cracks or discontinuities have to be established by application of advanced UT technicians like focused UT, Time of Flight Diffraction (TOFD). Acoustic Emission or any other equivalent technique.

Ultrasonic thickness measurement method shall be employed for determination of thickness of boiler tubes at various locations.
Oxide Scale Measurement
In situ oxide scale measurement by means of high frequency ultrasonic method (Digital data acquisition) shall pattern & super heater assemblies. Readings shall be taken at all the locations from inlet & outlet where material is changing.

Hydrogen embrittlement is the process by which metals such as steel become brittle and fracture due to the introduction and subsequent diffusion ofhydrogen into the metal. This is often a result of accidental introduction of hydrogen during forming and finishing operations. ARUDRA will undertake Hydrogen embrittlement service.
SEM-EDS Analysis is a great method for determining particle sizes and elemental composition. It is also a go-to analytical technique for performing nanocharacterization.
SEM analysis can be performed as part of a film layer analysis to determine the thickness of a film. Not only that, used in conjunction with EDS it is possible to compare different chemical compositions between each layer.
Additionally, the SEM/EDS is a workhorse technique for metals testing such as fractography, embrittlement,corrosion analysis and alloy compositions.